Zerspanungs Know-How
Generell
Kühlung
Spannung
Bearbeitungen
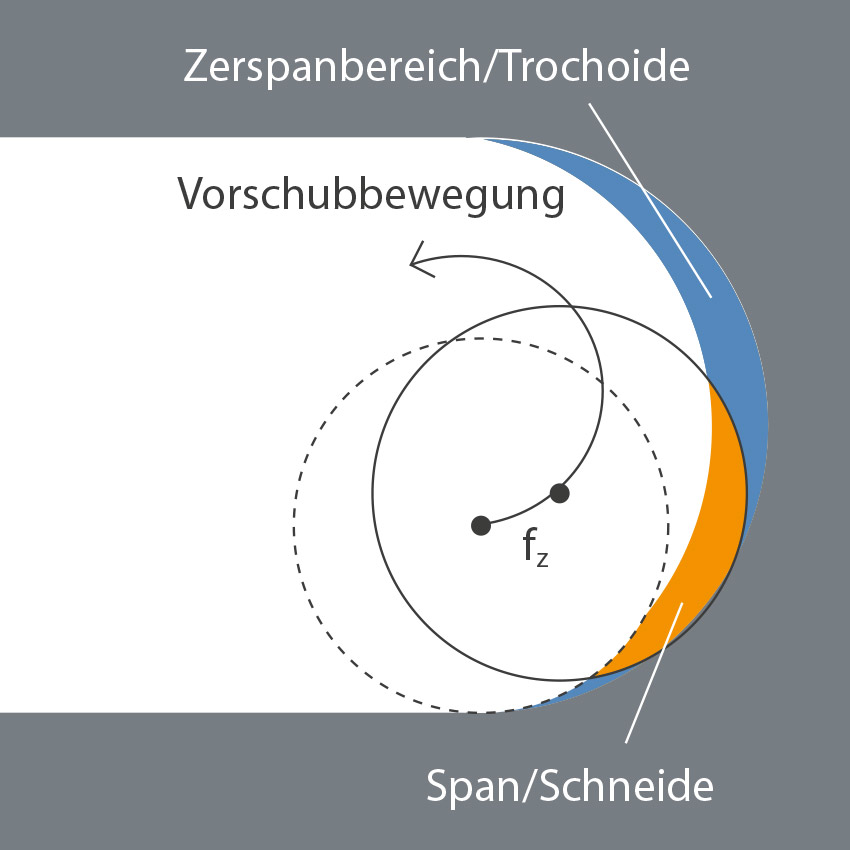
Trochoidalfräsen
(×÷) Vorschub Kugelfräsen
(×÷) Vorschub Schaft/Eckenradiusfräsen
Schnittgeschwindigkeit allg.
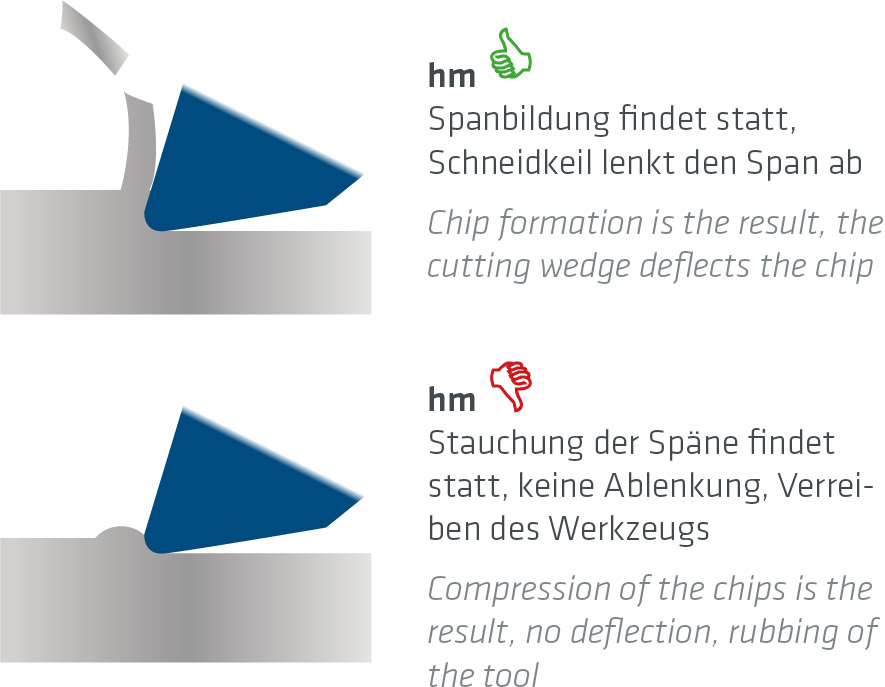
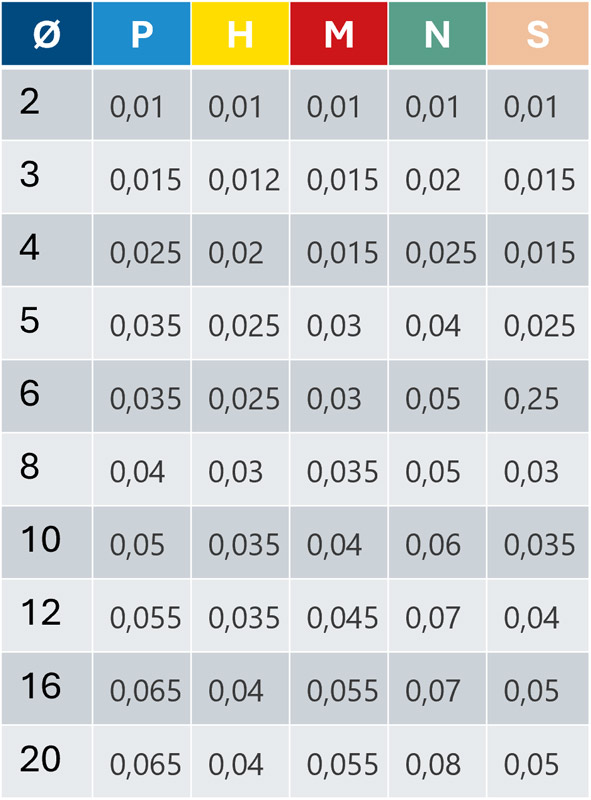
(×÷) HM-Wert
Verschleiß
Zerspanungs Know-How
Generell
- Vorwiegend Gleichlauffräsen
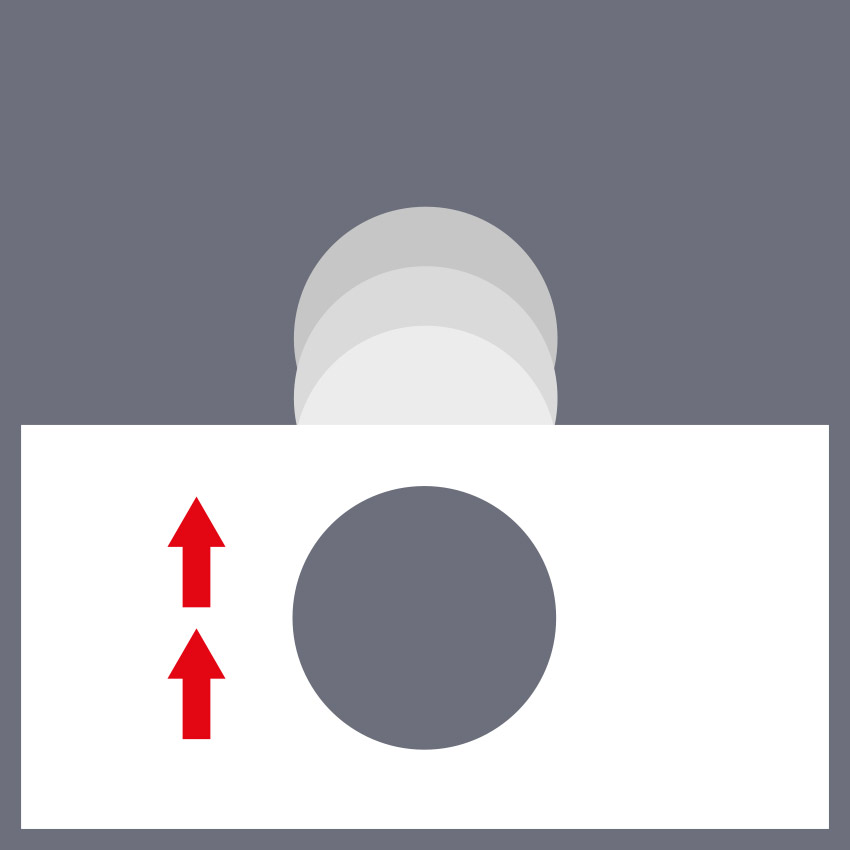
- Vollspur (=ae 100% bzw. 1 x D) vermeiden nur als Ausnahme
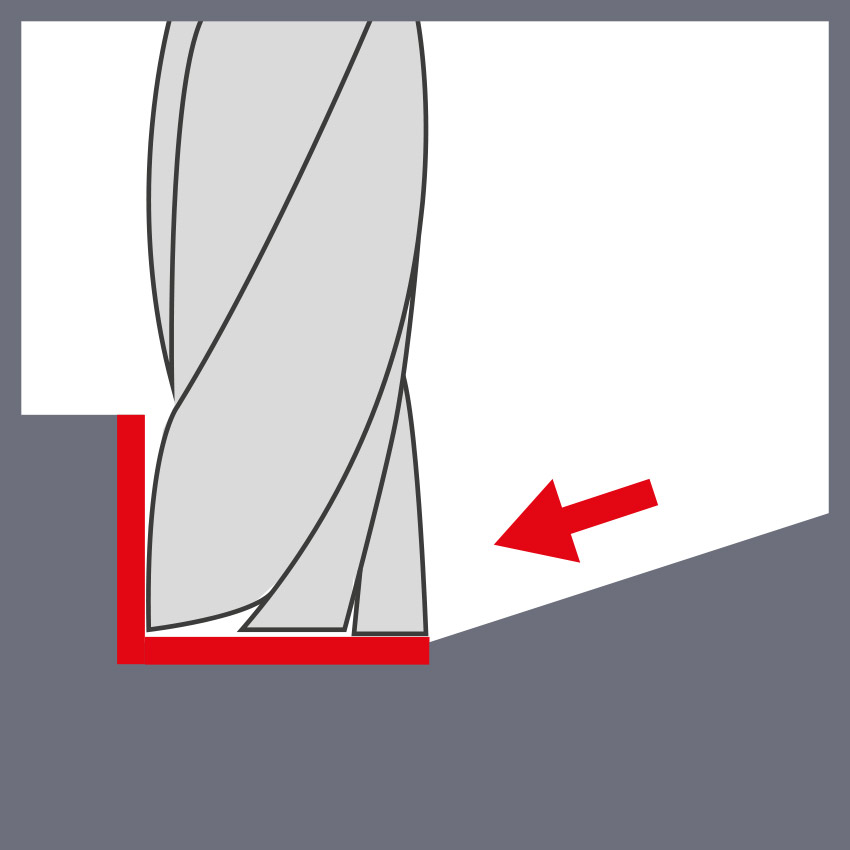
- Große Umschlingung des Fräsers vermeiden
- Fräser R immer kleiner wählen als Kontur R (Innenkontur R4 Fräser R max. 3,5)
- Eckkonturfräsen Innen = Vorschub (Vf) absenken (50%)
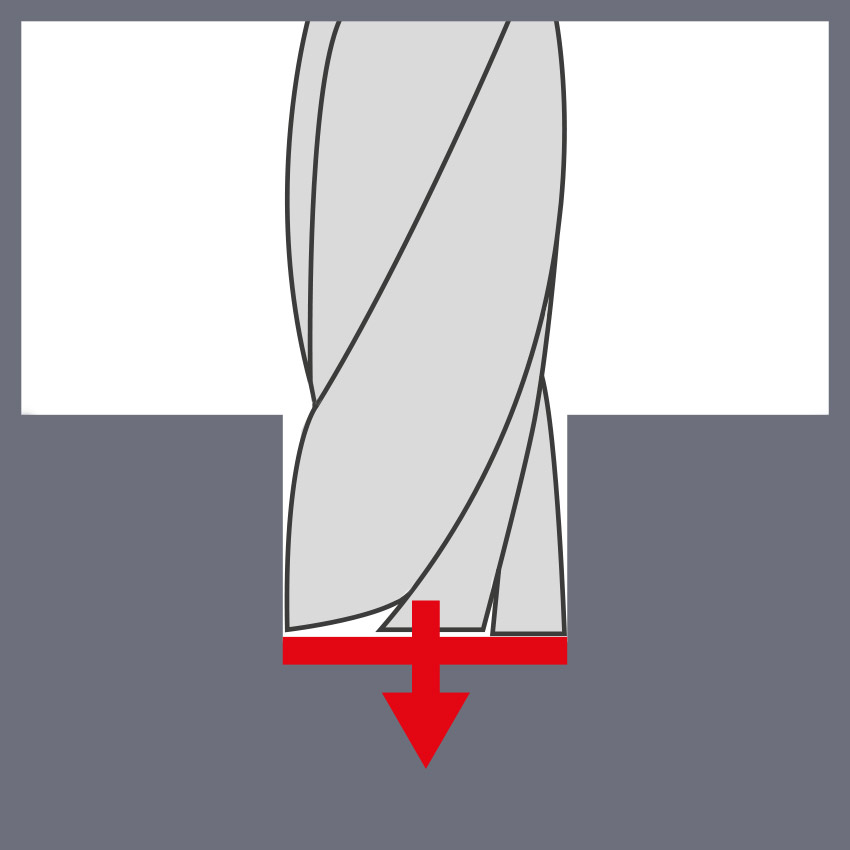
- Senkrechtes Eintauchen vermeiden da sonst großer Fräser Verschleiß und Ausbruchgefahr
- Eventuell Prozessumstellung auf Bohren und danach Fräsen
- Geeignetes Fräsmaschinenkonzept inkl. Programmiersystem stabile dynamische Maschine mit genauem Rundlauf und schneller Steuerung
- Gleichmäßige Schlichtoberfläche entsteht wenn: fz = ap = ae = Schlichtaufmaß
- Vorschub pro Zahn fz immer einhalten wenn der errechnete Vf aufgrund Kontur/Fräsweg unerreichbar ist Drehzahl senken
- wenn errechnete n (Drehzahl) aufgrund maximaler Spindeldrehzahl unerreichbar ist Vf senken
- Tischvorschub Vf so abstimmen, dass Maschine dynamisch und gleichmäßig fahren kann, Ruckartige Bewegung vermeiden.
Kühlung
- Immer zur Schnittzone richten, Unterbrechnungen vermeiden
- Beim Hartfräsen vorwiegend mit Luft kühlen
- Emulsion mind. 7%
Spannung
- Spannmitel zur Bearbeitung wählen z.B. Schruppen > Kraftspannfutter / Weldonfutter, Schlichten im kleinen Durchmesserbereich > Schrumpfen
- Sauberkeit
- Auf Rundlauf achten, eventuell mit Messuhr einmessen
Bearbeitungen
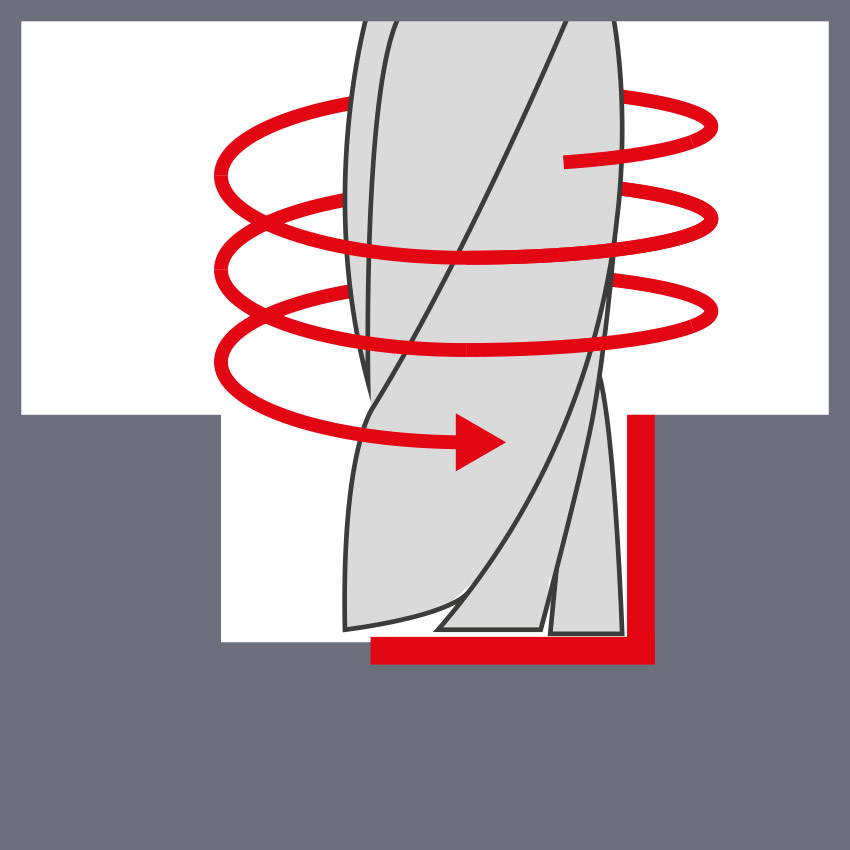
Trochoidalfräsen
(×÷) Vorschub Kugelfräsen
(×÷) Vorschub Schaft/Eckenradiusfräsen
Umfangfräsen (allg. Stahl) ae=10-30%, ap=2-2,5xD
fz = Ø3-Ø6 > 1,3% vom Werkzeugdurchmesser
fz = Ø7-Ø12 > 0,9% vom Werkzeugdurchmesser
fz = Ø13-Ø20 > 0,8% vom Werkzeugdurchmesser
fz rostfrei > -12% von Stahl
Vollnutfräsen (allg. Stahl) ae=100%, ap=1xD
fz = Ø3-Ø6 > 0,8% vom Werkzeugdurchmesser
fz = Ø7-Ø12 > 0,6% vom Werkzeugdurchmesser
fz = Ø13-Ø20 > 0,5% vom Werkzeugdurchmesser
fz rostfrei > -25% von Stahl
Schnittgeschwindigkeit allg.
(×÷) HM-Wert
Verschleiß





